- Download PDF Manual
-
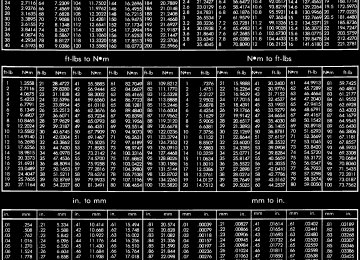
Fig.39MeasuringRockerArmBore
ROCKER ARM BORE (MAX.)
22.027 mm (.867 in.)
Fig.40MeasuringRockerArmShaft
ROCKER ARM SHAFT (MIN.)
21.965 mm (.865 in.)
Fig.38PushRodRemoval/Installation
INSPECTION
Rocker Arms
(1) Remove rocker shaft and inspect for cracks and excessive wear in the bore or shaft. Remove socket and inspect ball insert and socket for signs of wear. Replace retainer if necessary.
Measure the rocker arm bore and shaft (Fig. 39)
(Fig. 40).
Push Rods
Inspect the push rod ball and socket for signs of scoring. Check for cracks where the ball and the socket are pressed into the tube (Fig. 41).
Roll the push rod on a flat work surface with the socket end hanging off the edge (Fig. 42). Replace any push rod that appears to be bent.
Fig.41InspectingPushRodforCracks
ENGINE 5.9L DIESEL
9 - 312
ROCKER ARM / ADJUSTER ASSY (Continued)DR
ENGINE BLOCK
STANDARD PROCEDURE
STANDARD PROCEDURE - CYLINDER BLOCK REFACING
(1) The combustion deck can be refaced twice. The first reface should be 0.25 mm (0.0098 inch). If addi- tional refacing is required, an additional 0.25 mm (0.0098 inch) can be removed. Total allowed refacing is 0.50 mm (0.0197 inch) - (Fig. 44).
Fig.42InspectingPushRodforFlatness
Crossheads
Inspect the crossheads for cracks and/or excessive wear on rocker lever and valve tip mating surfaces (Fig. 43).
Fig.43InspectingCrossheadforCracks
INSTALLATION
(1) If previously removed, install the push rods in their original location. Verify that they are seated in the tappets.
(2) Lubricate the valve tips and install the cross-
heads in their original locations.
(3) Lubricate the crossheads and push rod sockets and install the rocker arms and pedestals in their original locations. Tighten bolts to 36 N·m (27 ft. lbs.) torque.
(4) Verify valve lash adjustment (Refer to 9 - ENGINE/CYLINDER HEAD/INTAKE/EXHAUST VALVES & SEATS - STANDARD PROCEDURE). (5) Install cylinder head cover and reusable gasket (Refer to 9 - ENGINE/CYLINDER HEAD/CYLIN- DER HEAD COVER(S) - INSTALLATION).
(6) Connect battery negative cables.
Fig.44RefacingDimensionsoftheCylinderBlock
CYLINDER BLOCK REFACING DIMENSIONS
DIMENSION (A(
1st Reface 2nd Reface Dim (A) Total
Dim. 9B9 (STD.)
1st Reface
2nd Reface
0.25mm 0.25mm 0.50 mm
(0.0098 in.) (0.0098 in.) (0.0197 in.)
DIMENSION (B(
323.00 mm ± 0.10
322.75 mm ± 0.10
322.50 mm ± 0.10
mm
mm
mm
(12.7165 in. ±
0.0039 in.)
(12.7067 in. ±
0.0039 in.)
(12.6968 in. ±
0.0039 in.)
(2) The upper right corner of the rear face of the block must be stamped with a X when the block is refaced to 0.25 mm (0.0098 inch). A second X must be stamped beside the first when the block is refaced to 0.50 mm (0.0197 inch) - (Fig. 45).
DR ENGINE BLOCK (Continued)
ENGINE 5.9L DIESEL
9 - 313
Fig.45StampBlockafterReface
(3) Consult the parts catalog for the proper head gaskets which must be used with refaced blocks to ensure proper piston-to-valve clearance.
STANDARD PROCEDURE - CYLINDER BORE - DE-GLAZE
(1) New piston rings may not seat in glazed cylin-
der bores.
(2) De-glazing gives the bore the correct surface finish required to seat the rings. The size of the bore is not changed by proper de-glazing.
(3) Cover the lube and tappet holes in the top of
the block with waterproof tape.
(4) It crankshaft is installed, wrap connecting rod journals with clean cloth. Cover cloth with water- proof tape.
(5) A correctly honed surface will have a cross- hatch appearance with the lines at 15° to 25° angles (Fig. 46). For the rough hone, use 80 grit honing stones. To finish hone, use 280 grit honing stones.
Fig.46CylinderBoreCrosshatchPattern
(6) Use a drill, a fine grit Flex-hone and a mixture of equal parts of mineral spirits and SAE 30W engine oil to de-glaze the bores.
(7) The crosshatch angle is a function of drill speed and how fast the hone is moved vertically (Fig. 47).
(8) Vertical strokes MUST be smooth continuous
passes along the full length of the bore (Fig. 47).
Fig.47De-GlazingDrillSpeedandVerticalSpeed (9) Inspect the bore after 10 strokes. (10) Use a strong solution of hot water and laun- dry detergent to clean the bores. Clean the cylinder bores immediately after de-glazing.
(11) Rinse the bores until the detergent is removed
and blow the block dry with compressed air.
(12) Check the bore cleanliness by wiping with a white, lint free, lightly oiled cloth. If grit residue is still present, repeat the cleaning process until all res- idue is removed. Wash the bores and the complete block assembly with solvent and dry with compressed air. Place a clean shop towel around the top main bearing saddle to deflect water and residue from pis- ton cooling nozzels. Remove directed piston cooling nozzles if installed.
(13) Be sure to remove the tape covering the lube holes, rod journals, and piston cooling nozzles after the cleaning process is complete.
STANDARD PROCEDURE—CYLINDER BORE REPAIR
methods:
Cylinder bore(s) can be repaired by one of two †Method 1:—Over boring and using oversize pis- †Method 2:—Boring and installing a repair sleeve
tons and rings.
to return the bore to standard dimensions.
METHOD 1—OVERSIZE BORE
Cylinder bore(s) can be repaired by one of two
methods:
Oversize pistons and rings are available in two sizes - 0.50 mm (0.0197 inch) and 1.00 mm (0.0393
inch).Any combination of standard, 0.50 mm (0.0197
inch) or 1.00 mm (0.0393 inch) overbore may be used in the same engine.ENGINE 5.9L DIESEL
9 - 314
ENGINE BLOCK (Continued)If more than 1.00 mm (0.0393 inch) overbore is needed, a repair sleeve can be installed (refer to Method 2—Repair Sleeve).
Cylinder block bores may be bored twice before use of a repair sleeve is required. The first bore is 0.50
mm (0.0197 inch) oversize. The second bore is 1.00
mm (0.0393 inch) oversize.After boring to size, use a honing stone to chamfer
the edge of the bore.
CYLINDER BORE DIMENSION CHART
DESCRIPTION
MEASUREMENT
BORING DIAMETER
1st. REBORE - 102.469
DIMENSION
mm (4.0342 in.)
HONING DIAMETER
DIMENSIONS
CHAMFER
DIMENSIONS
2nd. REBORE - 102.969
mm (4.0539 in.)
STANDARD - 102.020 ±
0.020 mm (4.0165 ±
0.0008 in.)
1st. REBORE - 102.520
± 0.020 mm (4.0362 ±0.0008 in.)
2nd. REBORE - 103.020
± 0.020 mm 4.0559 ±
0.0008 in.)
Approx. 1.25 mm (0.049
in.) by 15°
A correctly honed surface will have a crosshatch appearance with the lines at 15° to 25° angles with the top of the cylinder block (Fig. 48). For the rough hone, use 80 grit honing stones. To finish hone, use 280 grit honing stones.
Fig.48CrosshatchPatternofRepairedSleeve(s) A maximum of 1.2 micrometer (48 microinch) sur-
face finish must be obtained.
After finish honing is complete, immediately clean the cylinder bores with a strong solution of laundry detergent and hot water.
After rinsing, blow the block dry. Check the bore cleanliness by wiping with a white, lint-free, lightly- oiled cloth. There should be no grit residue present.
DR
If the block is not to be used right away, coat it
with a rust- preventing compound.
METHOD 2—REPAIR SLEEVE
If more than a 1.00 mm (0.03937 inch) diameter oversize bore is required, the block must be bored and a repair sleeve installed.
Bore the block cylinder bore to 104.500-104.515
mm (4.1142-4.1148 inch) - (Fig. 49).
Repair sleeves can be replaced by using a boring bar to bore out the old sleeve. DO NOT cut the cyl- inder bore beyond the oversize limit.
Fig.49BlockBoreforRepairSleeveDimensions 1 - BORE DIAMETER 2 - STEP DIMENSION
REPAIR SLEEVE BLOCK REBORE
DIMENSIONS CHART
BORE DIAMETER 104.500 + 0.015 mm (4.1142 + 0.0006 in.)
STEP DIMENSION 6.35 mm (0.25 in.)
After machining the block for the new repair sleeve, thoroughly clean the bore of all metal chips, debris and oil residue before installing the sleeve.
Cool the repair sleeve(s) to a temperature of -12°C (10°F) or below for a minimum of one hour. Be ready to install the sleeve immediately after removing it from the freezer.
Apply a coat of Loctite 620, or equivalent to the
bore that is to be sleeved.
Wear protective gloves to push the cold sleeve into
the bore as far as possible.
DR ENGINE BLOCK (Continued)
Using a sleeve driver, drive the sleeve downward until it contacts the step at the bottom of the bore (Fig. 50).
Fig.50SleeveInstallation
1 - SLEEVE DRIVER 2 - SLEEVE 3 - CONTACT
A sleeve driver can be constructed as follows (Fig.
51).
Fig.51SleeveDriverConstruction
1 - DRIVE 2 - HANDLE
SLEEVE DRIVER CONSTRUCTION
SPECIFICATION CHART
ITEM
MEASUREMENT
127 mm (5 in.) 38 mm (1.5 in.)
6.35 mm (0.25 in.)
25.4 mm (1 in.)
101 mm (3.976 in.)
107.343 mm (4.226 in.)
ENGINE 5.9L DIESEL
9 - 315
Set up a boring bar and machine the sleeve to
101.956 mm (4.014 inch).
After removing the boring bar, use a honing stone
to chamfer the corner of the repair sleeve(s).
SLEEVE MACHINING DIMENSIONS CHART
ITEM
MEASUREMENT
SLEEVE PROTRUSION
MIN. - FLUSH WITH
SLEEVE DIAMETER SLEEVE CHAMFER
BLOCK
MAX. - 0.050 mm
(0.0019 in.)
101.956 mm (4.014 in.)
APPROX. 1.25 mm (0.049 in.) by 15°
A correctly honed surface will have a crosshatch appearance with the lines at 15° to 25° angles with the top of the cylinder block. For the rough hone, use 80 grit honing stones. To finish hone, use 280 grit honing stones.
Finished bore inside dimension is 102.020 ±0.020
mm (4.0165 ±0.0008 inch).
A maximum of 1.2 micrometer (48 microinch) sur-
face finish must be obtained.
After finish honing is complete, immediately clean the cylinder bores with a strong solution of laundry detergent and hot water.
After rinsing, blow the block dry with compressed
air.
Wipe the bore with a white, lint-free, lightly oiled
cloth. Make sure there is no grit residue present.
Apply a rust-preventing compound if the block will
not be used immediately.
A standard diameter piston and a piston ring set
must be used with a sleeved cylinder bore.
STANDARD PROCEDURE—CAM BORE REPAIR For standard bushings, not oversized, maximum front and rear cam bushing bore diameter is 59.248
mm. (2.3326 in.). DO NOT bore the intermediate cam bore to the front cam bore oversize dimensions. Max- imum front and rear camshaft bushing installed diameter (2.1318 in.). Minimum installed diameter is 54.083 mm. (2.1293 in.). Maxi- mum intermediate camshaft bore diameter is 54.164
mm. (2.1324 in.).is 54.147 mm.
A surface finish of 2.3 micrometers (92 microinch) must be maintained. Not more than 20% of an area of any one bore may be 3.2 micrometers (126 micro- inch).
Camshaft bores can be repaired individually. It is not necessary to repair undamaged cam bores in order to repair individually damaged cam bores. The
ENGINE 5.9L DIESEL
9 - 316
ENGINE BLOCK (Continued)standard front bushing cannot be used to repair intermediate bores.
Install all cam bushings flush or below the front and rear cam bore surface. The front camshaft bush- ing should be installed flush with front face of block. The rear camshaft bushing should be installed flush with rear face of block. The oil hole must align to allow a 3.2 mm (0.125 inch) rod to pass through freely (Fig. 52).
Fig.52OilHoleAlignment
1 - CAMSHAFT BUSHING
INSPECTION
Measure the combustion deck face using a straight edge and a feeler gauge (Fig. 53). Cylinder block flat- ness: End-to-end 0.076 mm ( .003 in.). Maximum variation side-to-side 0.051 mm (.002 in.).
Inspect for any localized dips or imperfections. If the surface exceeds the limit,
(Refer to 9 - ENGINE/ENGINE BLOCK - STANDARD PROCE- DURE).
Fig.53CombustionDeckFaceMeasurement
1 - STRAIGHT EDGE 2 - FEELER GAUGE
DR
Inspect the cylinder bores for damage or excessive
wear.
Measure the cylinder bores (Fig. 54). If the cylin- der bores exceed the limit, (Refer to 9 - ENGINE/EN- GINE BLOCK - STANDARD PROCEDURE).
Fig.54CylinderBoreDiameter
BORE SPECIFICATIONS
BORE DIAMETER
Min. Max.
102.000 mm (4.0157 in.) 102.116 mm (4.0203 in.)
OUT OF ROUNDNESS
Max.
0.038 mm (0.0015 in.)
TAPER
Max.
0.076 mm (.003 in.)
Inspect the camshaft bores for scoring or excessive
wear.
wear.
Measure the camshaft bores (Refer to 9 - ENGINE
- SPECIFICATIONS).
If a bore exceeds the limit, (Refer to 9 - ENGINE/ ENGINE BLOCK/CAMSHAFT & BEARINGS (IN BLOCK) - STANDARD PROCEDURE).
Inspect the tappet bores for scoring or excessive
Measure tappet bore from bottom of block. Mini- mum tappet bore diameter 16.000 mm (0.0630 in.). Maximum tappet bore 16.055 mm. (0.632 in.).
If out of limits, replace the cylinder block.
DR
ENGINE 5.9L DIESEL
9 - 317
CAMSHAFT & BEARINGS (IN BLOCK)
REMOVAL
REMOVAL—CAMSHAFT BEARINGS
If the NOTE: Measure the diameter of each bore. camshaft bore for the first or rear cam bushing is worn beyond the limit, install a new service bush- ing. Inspect the rest of the camshaft bores for dam- age or excessive wear.If the bores without a bushing are worn beyond the limit, the engine must be removed for machining and installation of ser- vice bushings. If badly worn, replace the cylinder block.
(1) Remove the camshaft (Refer to 9 - ENGINE/ ENGINE BLOCK/CAMSHAFT & BEARINGS (IN BLOCK) - REMOVAL).
(2) Remove the bushing from the No.1 bore and
No.7 using a universal cam bushing tool.
(3) Mark the cylinder block so you can align the oil hole in the cylinder block with the oil hole in the bushing.
REMOVAL - CAMSHAFT
(1) Disconnect both battery negative cables. (2) Recover A/C refrigerant (if A/C equipped) (Refer to 24 - HEATING & AIR CONDITIONING/PLUMB- ING - STANDARD PROCEDURE).
(3) Raise vehicle on hoist. (4) Drain engine coolant into container suitable for re-use (Refer to 7 - COOLING - STANDARD PROCE- DURE).
(5) Lower vehicle. (6) Remove radiator upper hose. (7) Remove viscous fan/drive assembly and fan shroud (Refer to 7 - COOLING/ENGINE/RADIATOR FAN - REMOVAL).
(8) Disconnect
the coolant recovery bottle hose
from the radiator filler neck.
(9) Disconnect lower radiator hose from radiator
outlet.
(10) Automatic Transmission models: Discon- nect transmission oil cooler lines from front of radia- tor using Special Tool 6931 (unless equipped with finger-release disconnect).
(11) Remove radiator mounting screws and lift
radiator out of engine compartment.
(12) Remove upper radiator support panel. (13) If A/C equipped, disconnect A/C condenser
refrigerant lines.
cooler inlet and outlet.
(14) Disconnect charge air cooler piping from the
(15) Remove the two charge air cooler mounting
bolts.
(16) Remove charge air cooler (and A/C condenser
if equipped) from vehicle.
(17) Remove accessory drive belt (Refer to 7 - COOLING/ACCESSORY DRIVE/DRIVE BELTS - REMOVAL).
(18) Remove accessory drive belt tensioner. (19) Remove the fan support/hub assembly. (20) Remove crankshaft damper and speed indica- tor ring (Refer to 9 - ENGINE/ENGINE BLOCK/VI- BRATION DAMPER - REMOVAL).
(21) Remove the gear cover-to-housing bolts and gently pry the cover away from the housing, taking care not to mar the sealing surfaces. Remove dust seal with cover.
(22) Using Special Tool 7471–B Crankshaft Bar- ring Tool, rotate the crankshaft to align the timing marks on the crankshaft and the camshaft gears.
(23) Remove the cylinder head cover (Refer to 9 - ENGINE/CYLINDER HEAD/CYLINDER HEAD COVER(S) - REMOVAL).
(24) Remove the rocker arms, cross heads, and push rods (Fig. 55). Mark each component so they can be installed in their original positions.
NOTE: The #5 cylinder intake and the #6 cylinder intake and exhaust pushrods are removed by lifting them up and through the provided cowl panel access holes. Remove the rubber plugs to expose these relief holes.
Fig.55PushRodRemoval/Installation
(25) Raise the tappets as follows, using the wooden dowel rods (Fig. 57)provided with the Miller Tool Kit 8502.
(a) Insert the slotted end of the dowel rod into the tappet. The dowel rods for the rear two cylinders will have to be cut for cowl panel clearance. Press firmly to ensure that it is seated in the tappet.
ENGINE 5.9L DIESEL
9 - 318
CAMSHAFT & BEARINGS (IN BLOCK) (Continued)DR
(b) Raise the dowel rod to bring the tappet to the top of its travel, and wrap a rubber band around the dowel rods (Fig. 57) to prevent the tap- pets from dropping into the crankcase.
(c) Repeat this procedure for the remaining cyl-
inders. (26) Verify that the camshaft timing marks are
aligned with the crankshaft mark (Fig. 56).
(30) Raise
engine
enough to allow camshaft
removal.
(31) Remove the camshaft, gear and thrust plate.
INSPECTION
Camshaft
(1) Inspect the valve lobes and bearing journals for cracks, pitting, scoring, or generally excessive wear. Replace any camshaft that exceeds the allowable lim- its.
(2) Measure the bearing journals and lobes (Fig.
58).
If Camshaft
CAUTION: lobes are worn, requiring camshaft replacement, it is necessary to replace the tappets also. (Refer to 9 - ENGINE/ENGINE BLOCK/ SOLID LIFTERS - REMOVAL).
CAMSHAFT DIMENSIONS
CAMSHAFT DIMENSIONS
Journal diameter (No.1 and No.7)
Min.
Max.
54.028 mm. (2.127 in.) 54.048 mm. (2.128 in.)
Journal diameter (No.2 through No.6) Min.
Max.
Diameter of peak of lobe
Intake Min.
Max
Exhaust
53.962 mm. (2.1245 in.) 54.013 mm. (2.1265 in.)
47.175 mm (1.857 in.) 47.855 mm.
Min.
Max.
45.632 mm. (1.797 in.) 46.312 mm. (1.823 in.)
Fig.56TimingMarkAlignment
Fig.57UseWoodenDowelRodstoSecureTappets
inPlace-Typical
(27) Remove the bolts from the thrust plate. (28) Remove engine mount through bolts. (29) Install engine support fixture special tool # 8534, and steel bracket/wing nut special tool # 8534A.
DR CAMSHAFT & BEARINGS (IN BLOCK) (Continued)
ENGINE 5.9L DIESEL
9 - 319
Fig.60InspectingOilHoleAlignment
1 - CAMSHAFT BUSHING
Camshaft Gear
Inspect the camshaft gear for cracks (gear and hub) (Fig. 61), and chipped/broken/fretted teeth (Fig. 62). If replacement is necessary, camshaft and gear are replaced as an assembly. (Refer to 9 - ENGINE/ ENGINE BLOCK/CAMSHAFT & BEARINGS (IN BLOCK) - REMOVAL).
Fig.58Measuring
1 - VALVE LOBE 2 - CAMSHAFT JOURNAL
Camshaft Bushing/Bores
Camshaft bores No. 2–6 do not use a bushing. (1) Inspect the camshaft bushing and bores for
signs of excessive wear.
(2) Measure the camshaft bushing and bores (Fig. 59) with a telescoping bore gauge and micrometer. If out of specification, (Refer to 9 - ENGINE/ENGINE BLOCK/CAMSHAFT & BEARINGS (IN BLOCK) - REMOVAL). (3) Inspect
the camshaft bushing oil holes for
alignment with cylinder block (Fig. 60).
Fig.61InspectCamshaftGearHubforCracks-
Typical
Fig.59MeasuringCamshaftBushingandBores
Fig.62InspectCamshaftGearforCracksand
Fretting-Typical
ENGINE 5.9L DIESEL
9 - 320
CAMSHAFT & BEARINGS (IN BLOCK) (Continued) Thrust PlateDR
(3) Install the camshaft and thrust plate. Align the
timing marks as shown (Fig. 64).
Inspect the camshaft thrust plate for excessive wear in the camshaft contact area. Measure thrust plate thickness using the CAMSHAFT THRUST PLATE THICKNESS CHART. Replace any thrust plate that falls outside of these specifications:
CAMSHAFT THRUST PLATE THICKNESS CHART
MIN. 9.34 mm (0.368 in.) MAX. 9.60 mm (0.378 in.)
INSTALLATION
INSTALLATION - CAMSHAFT BEARINGS
(1) Apply a coating of Loctitet 640 Adhesive to the backside of the new bushing. Avoid getting adhesive in the oil hole.
(2) Use a universal cam bushing installation tool and install the front bushing so that it is even with the front face of the cylinder block. The oil hole must be aligned. A 3.2 mm (0.128 inch) diameter rod must be able to pass through the hole. (Fig. 63).
(3) Install the rear camshaft bushing is flush with the rear face of the block. The oil hole must be aligned. A 3.2 mm (0.128 inch) diameter rod must be able to pass through the hole.
(4) Measure the installed bushings at the front and rear bores. The minimum inside diameter is 54.083 mm (2.1293 inch), and the maximum inside diameter is is 54.147 mm. (2.1318 in.).
Fig.63OilHoleAlignment
1 - CAMSHAFT BUSHING
INSTALLATION - CAMSHAFT
(1) Lubricate the camshaft bushing and bores with
fresh engine oil or suitable equivalent.
(2) Liberally coat the camshaft lobes, journals, and thrust washer with fresh engine oil or suitable equiv- alent.
CAUTION: When installing the camshaft, DO NOT push it in farther than it will go with the thrust washer in place.
Fig.64TimingMarkAlignment
(4) Install the thrust plate bolts and tighten to 24
N·m (18 ft. lbs.) torque.
(5) Measure camshaft back lash and end clearance.
BACKLASH — 0.075—0.250 mm
(0.003—0.013 inch)
CLEARANCE — 0.025—0.500 mm
(0.001—0.020 inch)
(6) Remove the wooden dowel rods and rubber
bands from the tappets.
(7) Lubricate the push rods with engine oil and install in their original location. Verify that they are seated in the tappets.
(8) Lubricate the valve tips with engine oil and
install the crossheads in their original locations.
(9) Lubricate the crossheads and push rod sockets with engine oil and install the rocker arms and ped- estals in their original locations. Tighten bolts to 36
N·m (27 ft. lbs.) torque.(10) Verify valve lash adjustment (Refer to 9 - ENGINE/CYLINDER HEAD/INTAKE/EXHAUST VALVES & SEATS - STANDARD PROCEDURE). (11) Install the cylinder head cover and reusable gasket (Refer to 9 - ENGINE/CYLINDER HEAD/ CYLINDER HEAD COVER(S) - INSTALLATION).
(12) Install gear housing cover (Refer to 9 - ENGINE/ VALVE TIMING/GEAR HOUSING COVER - INSTAL- LATION). Install front crankshaft dust seal.
(13) Install the crankshaft damper with the speed to 9 - ENGINE/ENGINE
indicator BLOCK/VIBRATION DAMPER - INSTALLATION).
ring (Refer
DR CAMSHAFT & BEARINGS (IN BLOCK) (Continued)
ENGINE 5.9L DIESEL
9 - 321
(14) Install
the fan support/hub assembly and
tighten bolts to 33 N·m (24 ft. lbs.) torque.
(15) Install the power steering pump. (16) Install accessory drive belt tensioner. Torque
bolt to 43 Nm (43 ft. lbs.).
(17) Install the accessory drive belt (Refer to 7 - COOLING/ACCESSORY DRIVE/DRIVE BELTS - INSTALLATION).
(18) Install the charge air cooler (with a/c con- denser and auxiliary transmission oil if equipped) and tighten the mounting bolts to 2 N·m (17 in. lbs.) torque.
cooler,
(19) Connect charge air cooler inlet and outlet pipes. Tighten clamps to 11 N·m (95 in. lbs.) torque.
(20) Install the radiator upper support panel. (21) Close radiator petcock and lower the radiator into the engine compartment. Tighten the mounting bolts to 11 N·m (95 in. lbs.) torque.
(22) Raise vehicle on hoist. (23) Connect radiator lower hose and install clamp. (24) Connect transmission auxiliary oil cooler lines
(if equipped).
(25) Lower vehicle. (26) Install the fan shroud and tighten the mount-
ing screws to 6 N·m (50 in. lbs.) torque.
(27) Install
the electronically controlled viscous fan/drive assembly. Connect harness connector.(Refer to - COOLING/ENGINE/RADIATOR FAN - INSTALLATION).
(28) Install the coolant recovery and windshield
washer fluid reservoirs to the fan shroud.
(29) Connect the coolant recovery hose to the radi-
ator filler neck.
(30) Add engine coolant (Refer to 7 - COOLING -
STANDARD PROCEDURE).
(31) Charge A/C system with refrigerant (if A/C equipped) (Refer to 24 - HEATING & AIR CONDI- TIONING/PLUMBING - STANDARD PROCEDURE).
(32) Connect the battery negative cables. (33) Start engine and check for engine oil and cool-
ant leaks.
CONNECTING ROD BEARINGS STANDARD PROCEDURE - CONNECTING ROD BEARING AND CRANKSHAFT JOURNAL CLEARANCE
(1) Measure the connecting rod bore with bearings removed and the bolts tightened to 100 N·m (73 ft. lbs.) torque..
(2) Measure the connecting rod bore with the bear- ings installed and the bolts tightened to 100 N·m (73 ft. lbs.) torque.
Measure within 20° arc from each side of the part-
ing line. Also measure 90° from parting line.
Record the smallest and largest diameter. Measure the diameter of the rod journal at the location shown (Fig. 65). Calculate the average diam- eter for each side of the journal.
Determine minimum bearing clearance by calculating the differance between the smallest connecting rod bore diameter with the bearing installed and the average diameter for each side of the crankshaft journal.
Determine the maximum bearing clearance by calcu- lating the difference between the largest connecting rod bore diameter and the average diameter with the bear- ing installed for each side of the crankshaft journal.
DESCRIPTION CONNECTING ROD BORE, BEARINGS REMOVED
CONNECTING ROD BORE, BEARINGS INSTALLED
MEASUREMENT MIN. 72.99 mm (2.874
in.)MAX. 73.01 mm (2.875
in.) MIN. 69.05 mm (2.719
in.)MAX. 69.10 mm (2.720
in.)Fig.65ConnectingRodJournalDiameterLimits
CONNECTING ROD JOURNAL DIAMETER
LIMITS CHART
DESCRIPTION
CRANKSHAFT ROD JOURNAL
DIAMETER
BEARING CLEARANCE
MEASUREMENT
Min. 68.96 mm (2.715 in.) Max. 69.01 mm (2.717 in.)
Min. 0.04 mm (.002 in.)
Max. 0.12 mm (0.005 in.)
If the crankshaft is within limits, replace the bear- ing. If the crankshaft is out of limits, grind the crankshaft to the next smaller size and use oversize rod bearings.
9 - 322
ENGINE 5.9L DIESEL
DR
truding 1.0 mm (0.039 inch) to 1.5 mm (0.059 inch) above the crankshaft (Fig. 67).
CRANKSHAFT AND GEAR DESCRIPTION
The crankshaft (Fig. 66) is a forged steel, integrally balanced unit. It is supported by seven main bear- ings, with position number six designated as the thrust journal. The crankshaft is held in place by main caps and 12 mm capscrews. The crankshaft also has internal cross drillings to supply the con- necting rods with engine oil.
Fig.67InstallingAlignmentPin
1 - ALIGNMENT PIN
WARNING: WEAR PROTECTIVE GLOVES TO PRE- VENT INJURY.
CAUTION: DO NOT heat the gear longer than 45
minutes.(3) Heat the crankshaft gear for 45 minutes at a temperature of 149°C (300°F). Do not use torch, gear failure will occur.
(4) Apply a thin coat of lubricant to the nose of the
crankshaft.
(5) Position the gear with the timing mark out and install it on the crankshaft using the alignment pin. Make sure the gear contacts the shoulder.
CRANKSHAFT MAIN BEARINGS STANDARD PROCEDURE - MAIN BEARING CLEARANCE
Inspect the main bearing bores for damage or
abnormal wear.
(1) Remove bearings and measure main bearing bore diameter after torquing main bearing cap bolts to 176 Nm (130 ft. lbs.).
(2) Install the crankshaft main bearings and mea- sure main bearing bore diameter with the main bolts tightened to 176 N·m (130 ft. lbs.) torque (Fig. 68).
Fig.66Crankshaft
REMOVAL—GEAR
(1) Remove the gear housing cover. (Refer to 9 - ENGINE/VALVE TIMING/GEAR HOUSING COVER - REMOVAL)
(2) Remove the crank gear using a heavy duty
(3) Split the gear and remove it from the crank-
puller.
shaft.
INSTALLATION - GEAR
(1) Remove all burrs and make sure the gear sur-
face on the end of the crankshaft is smooth.
(2) If removed, install a new alignment pin. Drive the pin in using a ball- peen hammer, leaving it pro-
DR CRANKSHAFT MAIN BEARINGS (Continued)
(3) Measure the diameter of the main journal at the locations shown (Fig. 69). Calculate the average diameter for each side of the journal.
Fig.68CrankshaftMainBearingBoreDiameter
1 - MAIN BEARING CAPS
MAIN BEARING BORE DIAMETER CHART
ITEM
BEARINGS INSTALLED BEARINGS REMOVED
MAIN BEARING BORE DIAMETER (MAXIMUM) 83.106 mm (3.2719 in.) Min 87.983 mm (3.4639
in.)
Max. 88.019 mm (3.4653
in.)
Fig.69CrankshaftMainJournalDiameter
ENGINE 5.9L DIESEL
9 - 323
CRANKSHAFT MAIN JOURNAL DIAMETER
CHART
ITEM
Minimum diameter Maximum diameter
Maximum out of
roundness
Maximum taper
SPECIFICATION
82.962 mm (3.2662 in.) 83.013 mm (3.2682 in.)
0.050 mm (.002 in.)
0.013 mm (.0005 in.)
Thrust distance (at No.6
Min. 0.065 mm (.003 in.)
position)
Max. 0.432 mm (.017 in.)
(4) Calculate the main bearing journal to bearing clearance. Maximum clearance is 0.119 mm (0.00475
inch). If the crankshaft journal is within limits, replace the main bearings. If not within specifica- tions, grind the crankshaft to next size and use over- size bearings.(5) Measure thrust distance at the No.6 position.
CRANKSHAFT OIL SEAL - FRONT REMOVAL
(1) Disconnect both battery negative cables. (2) Raise vehicle on hoist. (3) Partially drain engine coolant into container suitable for re-use (Refer to 7 - COOLING - STAN- DARD PROCEDURE).
(4) Lower vehicle. (5) Remove radiator upper hose. (6) Disconnect coolant recovery bottle from radia-
tor filler neck and lift bottle off of fan shroud.
(7) Disconnect windshield washer pump supply hose and electrical connections and lift washer bottle off of fan shroud.
(8) Remove the fan shroud-to-radiator mounting
bolts.
(9) Remove viscous fan/drive assembly. (Refer to 7
- COOLING/ENGINE/RADIATOR FAN - REMOVAL). (10) Remove cooling fan shroud and fan assemblyfrom the vehicle.
(11) Remove the accessory drive belt (Refer to 7 - COOLING/ACCESSORY DRIVE/DRIVE BELTS - REMOVAL).
(12) Remove the cooling fan support/hub from the
front of the engine.
(13) Raise the vehicle on hoist. (14) Remove the crankshaft damper and speed
indicator ring.
(15) Remove hydraulic pump. (16) Remove accessory drive belt tensioner.
ENGINE 5.9L DIESEL
9 - 324
CRANKSHAFT OIL SEAL - FRONT (Continued)DR
(17) Remove the gear cover-to-housing bolts and gently pry the cover away from the housing, taking care not to mar the gasket surfaces. Remove crank seal dust shield with cover.
(18) Support the cover on a flat work surface with wooden blocks (Fig. 70), and using a suitable punch and hammer, drive the old seal out of the cover from the back side of the cover to the front side (Fig. 70).
(5) Install the plastic seal pilot (provided with seal
kit) into the crankshaft seal.
Fig.71InstallingSealIntoCoverWithTool8281
1 - SEAL INSTALLER 8281
2 - DRIVER HANDLE C4171
3 - SEALFig.70RemovingSealfromCover
1 - PUNCH
INSTALLATION
(1) Clean cover and housing gasket mating sur- faces. Use a suitable scraper and be careful not to damage the gear housing surface. Remove any old sealer from the oil seal bore. Thoroughly clean the front seal area of the crankshaft. The seal lip and the sealing surface on the crankshaft must be free from all oil residue to prevent seal leaks.
(2) Inspect the gear housing and cover for cracks and replace if necessary. Carefully straighten any bends or imperfections in the gear cover with a ball- peen hammer on a flat surface. Inspect the crank- shaft front journal for any grooves or nicks that would affect the integrity of the new seal.
(3) Apply a bead of Mopart Stud & Bearing Mount to the outside diameter of the seal. Do not lubricate the inside diameter of the new seal.
(4) With the cover supported by wood blocks, install the seal into the rear of the cover using crank- shaft seal installer Special Tool 8281 and driver han- dle C-4171 (Fig. 71). Strike the driver handle until the installation tool bottoms out on the inside of the cover.
CAUTION: Do not distort or damage seal.
Fig.72InstallingFrontCoverwithSealPilot
1 - SEAL PILOT
(6) Apply a bead of Mopart Silicone Rubber Adhe- sive Sealant or equivalent to the gear housing cover sealing surface.
(7) Install the cover to the gear housing, aligning the seal pilot with the nose of the crankshaft (Fig. 72).
(8) Install the cover bolts and tighten to 24 N·m
(18 ft. lbs.) torque. Remove pilot tool.
(9) Install dust shield over nose of crankshaft. (10) Install the crankshaft damper and speed indi- cator ring. Torque the bolts to 40 N·m (30 ft. lbs.). Then rotate an additional 60°. Use the engine bar-
DR CRANKSHAFT OIL SEAL - FRONT (Continued)
ENGINE 5.9L DIESEL
9 - 325
ring tool to keep the engine from rotating during tightening operation.
(11) Install
the fan support/hub assembly and
torque bolts to 32 N·m (24 ft. lbs.).
(12) Install hydraulic pump. (13) Install accessory drive belt tensioner. Torque
bolt to 43 Nm (32 ft.lbs.).
(14) Install cooling fan (Refer to 7 - COOLING/EN-
GINE/RADIATOR FAN - INSTALLATION).
(15) Install the accessory drive belt (Refer to 7 - COOLING/ACCESSORY DRIVE/DRIVE BELTS - INSTALLATION).
(16) Refill cooling system (Refer to 7 - COOLING -
STANDARD PROCEDURE).
(17) Connect battery negative cables. (18) Start engine and check for oil leaks.
CRANKSHAFT OIL SEAL - REAR REMOVAL
(1) Disconnect the battery negative cables. (2) Remove the transmission and transfer case (if
equipped).
(3) Remove the clutch cover and disc (if manual to 6 - CLUTCH/
(Refer
transmission equipped) CLUTCH DISC - REMOVAL).
(4) Remove the flywheel or converter drive plate. (5) Drill holes 180° apart into the seal. Be careful
not to contact the drill against the crankshaft.
(6) Install #10 sheet metal screws in the drilled holes and remove the rear seal with a slide hammer (Fig. 73).
Fig.73CrankshaftRearSealRemoval
1 - NO. 10 SCREW 2 - REAR SEAL 3 - CRANKSHAFT 4 - SLIDE HAMMER
INSTALLATION
CAUTION: The seal lip and the sealing surface on the crankshaft must be free from all oil residue to prevent seal leaks. The crankshaft and seal sur- faces must be completely dry when the seal is installed. Use a soap and water solution on outside diameter of seal to ease assembly.
(1) Clean the crankshaft journal with a suitable solvent and dry with a clean shop towel or com- pressed air. Wipe the inside bore of the crankshaft seal retainer with a clean shop towel.
journal
(2) Inspect
the crankshaft
for gouges, nicks, or other imperfections. If the seal groove in the crankshaft is excessively deep, install the new seal 1/8†deeper into the retainer bore, or obtain a crank- shaft wear sleeve that is available in the aftermar- ket.
(3) Install the seal pilot and new seal, provided in
the replacement kit, onto the crankshaft.
(4) Remove the seal pilot. (5) Install the installation tool over crankshaft. (6) Using a ball peen hammer, strike the tool at the 12, 3, 6, and 9 o’clock positions until the align- ment tool bottoms out on the retainer (Fig. 74).
Fig.74SealInstallationUsingAlignmentTooland
Hammer
1 - SEAL PILOT TOOL 2 - INSTALLATION TOOL 3 - SEAL 4 - RETAINER
(7) Install the flywheel or converter drive plate.
Tighten the bolts to 137 N·m (101 ft. lbs.) torque.
(8) Install the clutch cover and disc (if equipped) (Refer to 6 - CLUTCH/CLUTCH DISC - INSTALLA- TION).
(9) Install the transmission and transfer case (if
equipped).
(10) Lower vehicle.
ENGINE 5.9L DIESEL
9 - 326
CRANKSHAFT OIL SEAL - REAR (Continued)(11) Connect battery negative cables. (12) Check engine oil level and adjust, if necessary. (13) Start engine and check for oil leaks.
CRANKSHAFT REAR OIL SEAL RETAINER REMOVAL
DR
(2) Inspect oil pan gasket for nickes or cuts. If gas- ket is damaged, the oil pan must be removed and gasket must be replaced. Wipe oil pan gasket dry and apply light coating of RTV.
(3) Using the retainer alignment/seal installation tool provided in the seal service kit, install the align- ment tool into the retainer and install to the cylinder block (Fig. 76), using a new gasket. Tighten the six (6) mounting bolts by hand.
(1) Disconnect the battery negative cables. (2) Raise vehicle on hoist. (3) Remove the oil pan drain plug and drain the engine oil. Re-install plug and torque to 50 N·m (44
ft. lbs.) torque.(4) Remove transmission and transfer case (if
equipped) from vehicle.
(5) Remove flywheel or torque converter drive
plate.
(6) Disconnect starter cables from starter motor. (7) Remove starter motor (Refer to 8 - ELECTRI- CAL/STARTING/STARTER MOTOR - REMOVAL) and transmission adapter plate assembly.
(8) Remove four (4) oil pan rear bolts. Slide a feeler guage between the seal retainer and oil pan gasket to break the seal.
(9) Remove the six (6) retainer-to-block bolts (Fig.
75).
(Fig. 75).
(10) Remove the rear seal retainer and gasket
(11) Support the seal retainer and drive out the crankshaft seal with a hammer and suitable punch.
Fig.75CrankshaftRearSealRetainerandGasket 1 - RETAINER 2 - GASKET 3 - BOLT
INSTALLATION
(1) If using the old seal retainer, the crankshaft
seal must be replaced.
Fig.76AligningSealRetainerwithAlignment/
InstallationTool
1 - ALIGNMENT / INSTALLATION TOOL 2 - SEAL RETAINER
(4) The seal alignment tool is used to align rear cover properly. Starting with the center two bolts, tighten the retainer in a circular pattern to 10 N·m (89 in. lbs.). Remove the alignment tool.
CAUTION: The seal lip and the sealing surface on the crankshaft must be free from all oil residue to prevent seal leaks. The crankshaft and seal sur- faces must be completely dry when the seal is installed. Use a soap and water solution on outside diameter of seal to ease assembly.
(5) Make sure the provided seal pilot is installed into the new crankshaft seal. Use the alignment/in- stallation tool and press the seal onto the crankshaft (Fig. 77). Alternately drive the seal at the 12, 3, 6
and 9 o’clock positions.(6) Remove the alignment
tool and trim the retainer gasket even with the oil pan mounting sur- face (Fig. 78).
(7) Remove the seal pilot. (8) Apply a small amount of Mopart Silicone Rub-
ber Adhesive Sealant to the oil pan rail T-joints.
(9) Install the four (4) oil pan rear mounting bolts
and torque to 28 N·m (21 ft. lbs.).
(10) Install new rectangular ring seal for cam bore.
DR CRANKSHAFT REAR OIL SEAL RETAINER (Continued)
ENGINE 5.9L DIESEL
9 - 327
SOLID LIFTERS/TAPPETS REMOVAL
NOTE: This procedure requires use of Miller Tool 8502 Tappet Replacement Kit.
(1) Remove camshaft (Refer to 9 - ENGINE/EN- GINE BLOCK/CAMSHAFT & BEARINGS (IN BLOCK) - REMOVAL).
(2) Insert the trough (provided with tool kit) the full length of the camshaft bore (Fig. 79). Make sure the cap end goes in first and the open side faces up (towards tappets).
(3) Remove only one tappet at a time. Remove rubber band from one cylinder pair and attach tappet dowel not being removed to the next cylinder pair (Fig. 80).
Fig.77InstallingSealUsingAlignmentTooland
Hammer
1 - SEAL PILOT TOOL 2 - INSTALLATION TOOL 3 - SEAL 4 - RETAINER
Fig.78TrimmingExcessGasketMaterial
1 - TROUGH
1 - GASKET
Fig.79InsertingtheTrough-Typical
(11) Install the flywheel housing and bolts. Torque
bolts to 77 N·m (57 ft. lbs.).
(12) Install the flywheel or converter drive plate.
Tighten bolts to 137 N·m (101 ft. lbs.).
(13) Install the starter motor and torque to 43 N·m (21 ft. lbs.)(Refer to 8 - ELECTRICAL/STARTING/ STARTER MOTOR - INSTALLATION).
(14) Install the transmission and transfer case (if
equipped).
(15) Lower vehicle. (16) Fill the crankcase with new engine oil. (17) Connect the battery negative cables. (18) Start engine and check for oil leaks.
Fig.80SecureDowel/TappettoAdjacentCylinder-
typical
ENGINE 5.9L DIESEL
9 - 328
SOLID LIFTERS/TAPPETS (Continued)DR
(4) Raise dowel rod (disengage from tappet) and
allow tappet to fall into trough (Fig. 81).
(5) Carefully remove trough (do not rotate) and tappet. If the tappet is not being replaced, mark it so it can be installed in its original location.
(6) Re-install
trough and repeat procedure on
remaining tappets.
INSTALLATION
(1) Insert the trough the full length of the cam- shaft bore. Again, make sure the cap end goes in first and the open side faces up (towards tappets).
(2) Lower the tappet installation tool through the
push rod hole (Fig. 83) and into the trough.
(3) Retrieve the tappet installation tool using the
hooked rod provided with the tool kit (Fig. 84).
Fig.81LiftDowelRodtoDisengagefromTappet-
typical
CLEANING
Clean tappet with a suitable solvent. Rinse in hot water and blow dry with a clean shop rag or com- pressed air.
INSPECTION
Fig.83InsertInstallationToolthroughPushRod
Hole-Typical
(1) Visually inspect the tappet the tappet socket, stem, and face for excessive wear, cracks, or obvious damage (Fig. 82).
(2) Measure the tappet stem diameter. Replace the
tappet if it falls below the minimum size (Fig. 82).
Fig.84RetrieveTappetInstallationToolthrough
CamBore-Typical
Fig.82TappetInspection
TAPPET STEM DIAMETER 15.936 mm (0.627 in.) MIN.
15.977 mm (0.629 in.) MAX.
DR SOLID LIFTERS/TAPPETS (Continued)
(4) Lubricate the tappet with clean engine oil or suitable equivalent and install the tappet to the installation tool (Fig. 85).
(5) Pull the tappet up and into position (Fig. 85). If difficulty is experienced getting the tappet to make the turn into the tappet bore, wiggle the trough while gently pulling up on the tappet.
(6) With the tappet in place, rotate the trough one half turn so the open side is down (toward crank- shaft) (Fig. 86).
(7) Remove the tappet installation tool from the
(8) Re-install a dowel rod and secure the rod with
tappet.
a rubber band.
(9) Rotate the trough one half turn and repeat the
procedure for the remaining tappets.
(10) Install the camshaft (Refer to 9 - ENGINE/ ENGINE BLOCK/CAMSHAFT & BEARINGS (IN BLOCK) - INSTALLATION).
ENGINE 5.9L DIESEL
9 - 329
PISTON & CONNECTING ROD DESCRIPTION
PISTONS
The piston (Fig. 87) is constructed of aluminum and is gravity cast, free floating design. The piston incorporates a centrally located high swirl combus- tion bowl, and utilizes a “keystone†style top com- pression ring (Fig. 88), and a “Tapered Face†intermediate ring (Fig. 88), for superior cylinder wall scraping. Piston cooling nozzles cool the piston and pin with engine oil supplied by the crankshaft main journals. High horsepower pistons are gallery cooled and utilize J-jet piston cooling nozzles.
Fig.85InsertToolandPullTappetIntoPlace-
Typical
Fig.87Piston-Typical
Fig.86RotateTroughOneHalfTurn(180°)-Typical
Fig.88PistonRingIdentification
ENGINE 5.9L DIESEL
9 - 330
PISTON & CONNECTING ROD (Continued) CONNECTING RODSDR
The connecting rods are a split angle design (Fig. 89). They have a pressed-in-place wrist pin bushing that is lubricated by piston cooling nozzle oil spray. There are two different types of connecting rods: machined and fractured split. The main different between the two styles is the surface finish on the connecting rod split face.
Machined connecting rods can be identified by a machined surface at the connecting rod and cap split face. Machined connecting rods have numbers stamped on the rod cap and connecting rod near the parting line. The number stamped on the connecting rod must match the number stamped on the rod cap and be installed on the camshaft or intake side of the engine.
Fractured split connecting rods are first manufac- tured as a single piece and then fractured into two pieces. Fractured split connecting rods can be identi- fied by a rough and irregular surface at the connect- ing rod split face. To properly assemble the rod cap to the connecting rod, the bearing tangs on the connect- ing rod and cap must be located on the same side of the rod. The long end of the connecting rod must be assembled on the intake or camshaft side of the engine.
Measuring methods and specifications are common between fractured split and machined connecting rods.
Both fractures split and machined connecting rods and caps are machined as an assembly and are not interchangeable. If a connecting rod or cap is dam- aged, replaced. Machined and fractured split connecting rods cannot be used in the same engine.
entire assembly must be
the
STANDARD PROCEDURE - HEAD GASKET SELECTION
(1) Measure piston protrusion for all six pistons. (2) Calculate the average piston protrusion. Maxi- mum allowable protrusion is 0.516 mm (0.020 inch).
NOTE: There are two different head gaskets avail- able. One gasket is for Average piston protrusion less than 0.30 mm (0.011 inch). The other gasket is for Average piston protrusion greater than 0.30 mm (0.011 inch)
REMOVAL
(1) Disconnect the battery cables. (2) Remove the cylinder head (Refer ENGINE/CYLINDER HEAD - REMOVAL).
to 9 -
(3) Remove the oil pan and suction tube (Refer to 9
- ENGINE/LUBRICATION/OIL PAN - REMOVAL).
(4) Remove bolts and the block stiffener.
Fig.89ConnectingRod
(5) Using Miller Tool 7471-B crankshaft barring tool, rotate the crankshaft so all of the pistons are below TDC.
(6) Before removing the piston(s) from the bore(s): (a) Remove any carbon ridge formations or deposits at the top of the bore with a dull scraper or soft wire brush.
(b) If cylinder bore wear ridges are found, use a ridge reamer to cut the ridge from the bore. DO NOT remove more metal than necessary to remove the ridge. (7) Remove the J-jet cooling nozzels, if equipped.
NOTE: If cylinders have ridges, the cylinders are oversize and will more than likely need boring.
(8) Using a hammer and steel stamp, stamp the cylinder number in the top of each piston. The front of the piston is identified by a stamping on the top of the piston. DO NOT stamp in the outside 5 mm (.197
in.) of the piston diameter. DO NOT stamp over the piston pin.(9) Mark the connecting rod and cap with the cor-
responding cylinder numbers.
(10) Remove the connecting rod bolts and rod caps. Use care so the cylinder bores and connecting rods are not damaged.
DR PISTON & CONNECTING ROD (Continued)
(11) Use a hammer handle or similar object to push the piston and connecting rod through the cyl- inder bore.
(12) Store the piston/rod assemblies in a rack.
CLEANING—PISTON AND CONNECTING ROD
CAUTION: DO NOT use bead blast to clean the pis- tons. DO NOT clean the pistons and rods in an acid tank.
PISTON
Clean the pistons and pins in a suitable solvent, rinse in hot water and blow dry with compressed air. Soaking the pistons over night will loosen most of the carbon build up. De-carbon the ring grooves with a broken piston ring and again clean the pistons in sol- vent. Rinse in hot water and blow dry with com- pressed air.
CONNECTING ROD
Clean the connecting rods in a suitable solvent, rinse in hot water and blow dry with compressed air.
INSPECTION
INSPECTION—PISTONS
Inspect the pistons for damage and excessive wear. Check top of the piston, ring grooves, skirt and pin bore. Measure the piston skirt diameter (Fig. 90). If the piston is out of limits, replace the piston.
ENGINE 5.9L DIESEL
9 - 331
The upper groove only needs to be inspected for damage. Use a new piston ring to measure the clear- ance in the intermediate ring groove (Fig. 91). Mini- mum clearance is 0.045 mm (0.0018 inch), maximum clearance is 0.095 mm (.0037 inch). If the clearance of specifications, replace the piston.
the intermediate ring exceeds
Use a new oil ring to measure the clearance in the oil groove (Fig. 91). Minimum clearance is 0.040 mm (0.0016 inch), maximum clearance is 0.085 mm (.0033 inch). If the clearance exceeds specifications, replace the piston.
Fig.91IntermediateandOilRingClearances
1 - FEELER GAUGE 2 - RING 3 - PISTON
Measure the pin bore (Fig. 92). The maximum diameter is 40.012 mm (1.5753 inch), Minimum is 40.006 mm (1.575 inch). If the bore is over limits, replace the piston.
Fig.90PistonSkirtDiameter
PISTON SKIRT DIAMETER (MIN.)
101.887 mm (4.011 in. )
Fig.92PistonPinBore
1 - PISTON 2 - PIN BORE
ENGINE 5.9L DIESEL
9 - 332
PISTON & CONNECTING ROD (Continued)Inspect the piston pin for nicks, gouges and exces- sive wear. Measure the pin diameter (Fig. 93). The minimum diameter is 39.990 mm (1.5744 inch), max- imum 40.003 mm (1.5749 inch). If the diameter is out of limits, replace the pin.
DR
(3) Compress the rings using a piston ring com- pressor tool (Fig. 95). If using a strap-type ring com- pressor, make sure the inside end of the strap does not hook on a ring gap and break the ring.
Fig.93PistonPinDiameter
1 - PISTON PIN
INSPECTION—CONNECTING ROD
Inspect the connecting rod for damage and wear. The I-Beam section of the connecting rod cannot have dents or other damage. Damage to this part can cause stress risers which will progress to breakage. Measure the connecting rod pin bore (Fig. 94). The maximum diameter is 40.042 mm (1.5765 inch), min- imum diameter is 40.019 mm (1.5756 inch). If out of limits, replace the connecting rod.
Fig.95PistonRingCompressorTool
1 - PISTON RING COMPRESSOR TOOL
(4) Bar the crankshaft so the rod journal for the piston to be installed is at BDC (Bottom Dead Cen- ter) - (Fig. 96).
Fig.96Piston/RodAssemblyatBDC
Fig.94ConnectingRodPinBore
1 - CONNECTING ROD
INSTALLATION
(1) Lubricate the cylinder bores with clean engine
oil.
(2) Generously lubricate the rings and piston
skirts with clean engine oil.
(5) Make sure the front of the piston is oriented properly according to the marking on the top of the piston and the numbers on the rod and cap are ori- ented as illustrated.
(6) Position the piston and rod assembly into the cylinder bore with the front of the piston oriented properly according to the stamping in the top of the piston. In this position the numbers on the connect- ing rod should be facing the intake or camshaft side of the engine, and the rod bolt hex heads toward the oil cooler. Use care when you install the piston and connecting rod so the cylinder bore is not damaged. If a fractured split connecting rod is being installed, the long side of the connecting rod must be installed on the intake side of the engine.
(7) Push the piston into the bore until the top of the piston is approximately 50 mm (2 inch) below the top of the block. Carefully pull the connecting rod onto the crankshaft journal.
DR PISTON & CONNECTING ROD (Continued)
ENGINE 5.9L DIESEL
9 - 333
(8) Use clean engine oil to lubricate the threads
and under the heads of the connecting rod bolts.
(9) For machined connecting rods, the number stamped on the rod cap at the parting line must match and be installed towards the intake or cam- shaft side of the engine (Fig. 97). For fractured/ split type connecting rods, the long end of the rod must be installed towards the intake side of the engine.
(a) The connecting rod split/face must
face toward the same side as the piston notch feature on the skirt. The split face will face toward the oil cooler side of the engine if properly installed.
Fig.97CorrectRodCapInstallation
(10) Install the rod cap and bolts to the connecting rod. Tighten the connecting rod bolts evenly in 3
steps.†Tighten the bolts to 30 N·m (22 ft. lbs.) torque. †Tighten the bolts to 60 N·m (44 ft. lbs.) torque. †Rotate 60° clockwise. (11) The crankshaft must rotate freely. Check for freedom of rotation as the caps are installed. If the crankshaft does not rotate freely, check the installa- tion of the rod bearing and the bearing size.(12) Measure the side clearance between the con- necting rod and the crankshaft (Fig. 98). DO NOT measure the clearance between the cap and crank- shaft.
(13) Install J-jet piston cooling nozzles if equipped. (14) Install block stiffener. Torque to 43 N·m (32 ft.
lbs.).
(15) Install the suction tube and oil pan (Refer to 9
- ENGINE/LUBRICATION/OIL PAN - INSTALLA- TION).Fig.98SideClearancebetweenConnecting
Rod/Crankshaft
1 - FEELER GAUGE ·Minimum 0.33 mm (.013 inch) ·MAX. 0.10mm (.004 inch)
(16) Install
the cylinder head onto the engine (Refer to 9 - ENGINE/CYLINDER HEAD - INSTAL- LATION).
(17) Install a new filter and fill the crankcase with
(18) Connect the battery negative cables and start
new engine oil.
engine.
PISTON RINGS STANDARD PROCEDURE - PISTON RING FITTING
(1) Determine the piston diameter and obtain the appropriate ring set. The piston rings can be identi- fied as shown in (Fig. 99).
Fig.99PistonRingIdentification
9 - 334
ENGINE 5.9L DIESEL PISTON RINGS (Continued)(2) Position each ring in the cylinder and use a piston to square it with the bore at a depth of 89.0
mm (3.5 inch) - (Fig. 100).DR
Fig.100PositionofRinginCylinderBore
1 - OIL CONTROL RING 2 - EXPANDER 3 - PISTON
Fig.101OilControlRing/ExpanderLocationin
Groove
1 - PISTON 2 - CYLINDER BORE 3 - DEPTH
(3) Use a feeler gauge to measure the piston ring
gap.
PISTON RING GAP CHART
TOP RING
0.26 - 0.36 mm
INTERMEDIATE
RING
OIL CONTROL
RING
0.85-1.15 mm
0.25-0.55 mm
(0.010 - 0.014
in.)
(0.033 - 0.045
in.)
(0.010 - 0.022
in.)
Fig.102PistonRingInstallationTool
1 - PISTON RING INSTALLATION TOOL
(4) The top surface of all of the rings are identified with the word TOP or the supplier’s MARK. Assem- ble the rings with the word TOP or the supplier’s MARK up.
(5) Position the oil ring expander in the oil control
ring groove (bottom groove).
(6) Install the oil control ring with the end gap
OPPOSITE the ends on the expander (Fig. 101).
(7) Install the intermediate piston ring in the sec-
(8) Install the top piston ring in the top groove
ond groove.
(Fig. 102).
(9) Position the rings as shown in (Fig. 103).
Fig.103PistonRingOrientation
1 - TOP RING 2 - INTERMEDIATE RING 3 - OIL CONTROL RING
DR
ENGINE 5.9L DIESEL
9 - 335
VIBRATION DAMPER REMOVAL
(1) Remove the accessory drive belt (Refer to 7 - COOLING/ACCESSORY DRIVE/DRIVE BELTS - REMOVAL).
(2) Remove the four (4) damper to crankshaft bolts
and remove damper and speed indicator ring.
INSPECTION
(1) Inspect the damper hub for cracks and replace
if any are found.
(2) Inspect the index lines on the damper hub and the inertia member (Fig. 104). If the lines are more than 1.59 mm (1/16 in.) out of alignment, replace the damper.
(3) Inspect the rubber member for deterioration or
missing segments (Fig. 105).
INSTALLATION
(1) Install speed indicator ring.
NOTE: The speed indicator ring is located over a dowel pin.
the
(2) Install
crankshaft damper and bolts. Tighten bolts to 40 N·m (30 ft. lbs.) torque, plus an additional 60°.
NOTE: The damper must be installed so the hole is located over the dowel pin.
(3) Install the accessory drive belt (Refer to 7 - COOLING/ACCESSORY DRIVE/DRIVE BELTS - INSTALLATION).
FRONT MOUNT REMOVAL
(1) Disconnect the battery negative cables. (2) Remove the viscous fan/drive assembly (Refer - COOLING/ENGINE/RADIATOR FAN -
to REMOVAL).
(3) Raise vehicle on hoist. (4) Install engine support fixture tool# 8534 and
steel bracket tool # 8534A
(5) Loosen the thru-bolt and nut. (6) Lift the engine SLIGHTLY and remove the
insulator to block bolts (Fig. 107) (Fig. 106). (7) Remove the insulator from the vehicle.
INSTALLATION
(1) With engine raised SLIGHTLY, position the insualtor to the mount (Fig. 108) (Fig. 109). Install the bolts and torque to specification.
(2) (3) Lower the engine using tool # 8534, while guid- ing the mount and thru-bolt into the frame mounted support cushion brackets.
(4) Install the thru-bolt nut and tighten the nut to
88 N·m (65 ft. lbs.) torque.
(5) Remove the engine support fixture tool #8534. (6) Lower the vehicle. (7) Install the viscous fan/drive assembly (Refer to 7 - COOLING/ENGINE/RADIATOR FAN - INSTAL- LATION).
(8) Connect the battery negative cables.
Fig.104InspectIndexLinesforAlignment
1 - INDEX LINES 2 - HUB 3 - INERTIA MEMBER
Fig.105InspectDamperRubberMember
ENGINE 5.9L DIESEL